
שאלות נפוצות
מה ההבדל בין חוט ממולא T1 לחוט ממולא T5?
חוט ממולא מסוג T1 הינו רוטילי וחוט ממולא מסוג T5 הינו בסיסי.
התכונות המכניות בחוט הממולא הבסיסי הינן טובות יותר מהתכונות המתקבלות מריתוך ב T1 הרוטילי.
מהי שלאקה ומתי להסיר אותה?
השלקה הנה שכבה של סיגים שיוצאים מאמבט הריתוך בזמן שהינו מותך, ותפקידם לכסות את התפר.
השכבה מאטה את קצב התקררות אמבט הריתוך ומגינה על האמבט החם ממגע עם האוויר.
לאחר גמר הריתוך והתקררותו יש להוריד את השלקה.
חשוב מאוד שההורדה תהיה קלה עד כמה שאפשר וכמובן עדיף שהשלקה תרד מעצמה.
השלקה יורדת מעצמה כתוצאה מהבדל בקצב וגודל ההתקווצות בין השלקה לאמבט הריתוך שגורם להפרדה בזמן ההתקררות.
האם יש צורך בייבוש מוקדם בכל סוגי האלקטרודות?
יש לייבש רק אלקטרודות דלות מימן.
הוראות הייבוש רשומות בקטלוג זיקה ועל גבי קופסאות האלקטרודות.
האם אלקטרודות זיקה מיוצרות בישראל?
בהחלט !
זיקה הינה יצרנית יחידה בישראל של אלקטרודות מצופות לריתוך בקשת חשמלית.
המפעל ממוקם באזור תעשיה דרום – עכו.
לפרטים נוספים אודות זיקה הינכם מוזמנים להיכנס לפרופיל החברה.
בצילום רנטגן התגלו חרירים פנימיים מועטים בתוך הריתוך בצינור, מה לעשות?
אם החרירים בקוטר של עד 0.5 מ"מ, על פי התקנים מותרים חרירים מעטים ואין צורך לעשות דבר.
כיצד יש לבצע מילוי וציפוי קשה בריתוך?
• לקבלת ריתוך ציפוי קשה, מומלץ לרתך את התפר הראשון בזרם מינימלי וכך להקטין את ערבוב חומר האם (הרך) עם הציפוי הקשה. את התפר השני ניתן לרתך בזרמים רגילים.
• לציפוי על פלדת מנגן דרושה שכבת ביניים באלקטרודת מילוי Z-2411.
• כאשר יש צורך למלא שטח או להשלים חלק לפני ציפוי קשה, נבצע את המילוי ב Z-2900 או באלקטרודת מילוי Z-2411 ורק בשכבות העליונות נשתמש באלקטרודה לציפוי קשה.
• באלקטרודה לציפוי קשה ניתן לרתך עד למקסימום שתי שכבות, אלא אם נאמר אחרת.
• אלקטרודות לציפוי קשה נותנות ריתוך קשה ולאו דווקא חזק, לפעמים מופיעים סדקים בריתוך. תופעה זו מתקבלת על הדעת ואין לחשוש מסדקים אלו.
מהו צירוף האותיות AWS?
AWS הינם ראשי התיבות של האגודה האמריקאית לריתוך- American Welding Society
אילו פתרונות ישנם לשחרור ברגים תפוסים?
לזיקה ישנו מענה חדש לשחרור ברגים תפוסים על ידי תרסיס Z-101 בעל הנוסחה החדשנית.
פיתוח ייחודי העושה שימוש במוצרים הטובים ביותר.
אילו פתרונות ישנם לשחרור ברגים כתושים?
על מנת להביא לשיחרור הברגים ישנה אלקטרודה ייחודית Z-2911,
אלקטרודה זו מתאימה במיוחד לפעולה זו של חילוץ ברגים אשר ראש ההברגה שלהם נהרס כליל.
האם ניתן לחתוך מתכת בעזרת אלקטרודה?
בוודאי!, אלקטרודה Z-72 המתקדמת של זיקה המאפשרת חיתוך בריתוך של מתכות וצינורות, לניקוב מתכנות וצינורות ולפירוק מבנים.
מהו הציוד שאיתו ניתן לבצע הלחמה רכה (soldering)?
הלחמה רכה אינה מבטיחה תכונות מכניות מעולות של החיבור.
מומלץ להכין העובדים בכדי להגביר את חוזקו של החיבור (ע"י קיפול השפות, שיזור, ריתוך נקודות וסמרור).
ההלחמה עצמה מספקת בעיקר אטימות בפני נוזלים וגזים או למגע חשמלי טוב.
ישנן שיטות שונות להתכת החומר לחם (כך נהוג לכנותו) ,ובהן: הלחמה ע"י טבילה, בתנור, אקדח ריסוס, התנגדות חשמלית,
השראה חשמלית, הלחמה בגז חום, הלחמה בקרניים אדומות והלחמה אולטרא קולית.
לא משנה עד כמה מגיע המכשיר להפקת החום, החשיבות העיקרית היא השליטה בנקודת ההתכה של חומר הלחם.
מהם המוטות שאיתם מומלץ לעבוד בעת הלחמה רכה?
החומרים המקובלים לצורך הלחמה רכה מכילים אחוז גבוה של בדיל.
50/50 הוא חוט מקובל , נקרא גם חצי חצי (50% בדיל ו 50% עופרת) .
כמו כן לחם בדיל –אבץ להלחמת חמרן, לחם עופרת-כסף ,
תוספת של כסף לעופרת מורידה את נקודת ההיתוך ומשפרת את כושרה להרטיב מתכות כגון פלדה ויצקת ברזל.
השסתום של ווסת הלחץ לא מפסיק לשחרר עודפים והבלון מתרוקן די מהר. כיצד ניתן לפתור את הבעיה?
הבעיה היא ככל הנראה דליפה בווסת CO2 (השעון) שיושב על הבלון עצמו – יש להחליף/לתקן. יש להבדיל בעיה זו מזרימה מכוונת של "פוסט-פלו" – הזרמת גז למספר שניות בתום הריתוך לאחר שחרור הלחיצה על המפסק, שנעשית במתכוון לצורך שמירה על הסביבה המוגנת של סוף הריתוך.
האם יש דרך לשלוט במהירות החוט ברתכת MIG-200?
מהירות החוט וזרם הריתוך נשלטים יחד ברתכת MIG-200 ע"י חוגת בורר הזרם – עליה בזרם גוררת עליה במהירות יציאת החוט, ולהפך. אין אפשרות לשנות את זרם הריתוך בנפרד משינוי מהירות החוט במכונה זו.
מה עושים אם החוט נתקע ברתכת MIG ?
יש לוודא שחוט הריתוך נקי וללא סימני חלודה, ואינו מסובך על התוף; גלגלי ההזנה מתאימים לקוטר וחומר החוט; החוט מונח בתוך החריץ בגלגל ההזנה; ברגי ההידוק מהודקים מספיק; כבל ידית הריתוך פרוס ולא מגולגל; הקדח בדיזת הריתוך מתאים לקוטר החוט; הדיזה נקיה ולא בלויה; הקפיץ המוביל מטפלון או פלדה תקין וחופשי.
מדוע ברתכת מיג (MIG) מהירות החוט איטית ולא משתנה גם כאשר משנים המהירות בחוגה?
ברתכות מתקדמות החוט יוצא לאט כל עוד מעגל הריתוך פתוח. יש להתחיל לרתך והמהירות תעלה בהתאם לחוגה.
מה ניתן לעשות כאשר ווסת הלחץ של גז המגן קופא?
ווסתי ארגון יכולים לצבור לחות ואף הצטברות קרח מבחוץ, אך גז הארגון הזורם במערכת אינו קופא כי יש לו טמפרטורת מעבר לנוזל מאד נמוכה (190C-).
CO2 בעל טמפרטורת קפיאה גבוהה יחסית (78.5C-), ולכן יש להשתמש בווסתים עם חימום פנימי כאשר מרתכים רצוף לאורך זמן.
אם הגז קופא בווסת, נוצרת חסימה ולא מגיעה כמות גז מספקת להגן על הריתוך.
יש לוודא מהו מתח ההפעלה של הווסת: 36V מתחבר ליציאת המתח בגוף הרתכת; ווסת של 220V יש לחבר לשקע 220V רגיל.
הערה: אם מחברים ווסת 220V לשקע 36V שברתכת לא קורה שום נזק, אבל ווסת 36V שחובר למתח 220V רוב הסיכויים שנשרף.
מדוע ברתכת המיג (MIG) שלי יש רק חוגות לכיוון מתח ומהירות חוט, ואין כיוון זרם?
רתכות מיג הן רתכות מתח קבוע (בניגוד לרתכות טיג ואלקטרודה שהן רתכות זרם קבוע).
הזרם משתנה אוטומטית כך שהמרחק בין קצה חוט הריתוך לעובד נשמר:
כשהמרחק מתקצר ועל מנת למנוע הדבקות החוט לעובד הזרם עולה, החוט מתכלה מהר יותר ומרחק קצה החוט מהעובד גדל.
כשהמרחק מתארך ועל מנת למנוע הפסקת הקשת הזרם יורד, החוט מתכלה לאט יותר ומתאפשרת התקרבות קצה החוט לעובד.
המרחק בין קצה החוט לעובד יכול להשתנות בגלל תנועות הרתך או בגלל שינוי במהירות ההזנה של החוט.
מה השיקול המרכזי בבחירת רתכת W-200 מול MINI-160 ?
רתכת W-200 מתאימה יותר לתיקונים, עבודות נקודתיות ולחובבנים. ה MINI-160 גדולה יותר, עם רכיבים עמידים יותר ואוורור טוב יותר מתאימה לעבודות יותר מקצועיות ולפרקי זמן ארוכים יותר.
איזה אורך כבל מאריך אפשר לחבר לרתכת ומה תהיה ההשפעה?
נפילת המתח דרך כבל מאריך היא הזרם כפול ההתנגדות שלו. התנגדות הכבל המאריך תלויה במספר גורמים: חומר החוט (בד"כ נחושת), שטח חתך של הכבל, מתח הרשת, מספר פאזות, מספר מוליכים לכל פאזה ואורך המאריך.
באופן כללי למכונות (חד פאזיות ותלת פאזיות): כל עוד המאריך בעל שטח חתך תואם לכבל ההזנה הקיים ומעלה ואורכו אינו עולה על 50 מטר, נפילת המתח היא בתחום העבודה של המכונה. להארכה מעבר לכך יש לבצע חישוב מדוייק למציאת שטח חתך מתאים.
איזה אורך מעגל ריתוך (כבל אלקטרודה וכבל הארקה) אפשר לחבר לרתכת ומה תהיה ההשפעה?
נפילת המתח דרך מעגל הריתוך היא הזרם כפול ההתנגדות שלו.
התנגדות כבל מעגל הריתוך תלויה במספר גורמים: חומר החוט (בד"כ נחושת), שטח חתך של הכבל, מתח הריתוך ואורך מעגל הריתוך.
בגלל שהזרמים במעגל הריתוך הם בסדר גודל של פי עשר מזרמי הכניסה למכונה, נפילת המתח גם היא פי עשרה. כל עוד הארכת מעגל הריתוך אינה עולה על 5 מטר, נפילת המתח היא בתחום העבודה של המכונה. להארכה מעבר לכך יש לבצע חישוב מדויק למציאת שטח חתך מתאים.
איזו אלקטרודה מתאימה לרתך ברזל יציקה אפור לפלדת פחמן 1020?
Z-2010 מתאימה, גם Z-2005 יכולה להתאים כאשר נדרש חוזק גבוה יותר.
Z-2010 מרטיבה את היציקה טוב יותר, לכן כדאי לעשות איתה BUTTERING ולהמשיך עם Z-2005
מה ההבדלים בין ברזלי היציקה השונים מבחינת רתיכות?
איזה אלקטרודה להשתמש לריתוך ברזל מגולוון?
ככלל עדיף להסיר את הגילוון לפני הריתוך לריתוך טוב ולבריאות הרתך.
ZIKA-6 לפחים דקים, ZIKA-610 לפחים עבים יותר.
לריתוך בחוט רציף יש להשתמש בחוט ממולא Z-71-TGS המיועד לריתוך ללא גז מגן.
יש להקפיד על אוורור טוב בעת הריתוך בגלל פליטת גזים רבה משרפת הגלוון.
באיזה אלקטרודה/חוט להשתמש לריתוך נירוסטה מתמגנטת?
נירוסטה מתמגנטת היא נירוסטה פריטית או מרטנזיטית (לעומת הנירוסטה האוסטניטית שאינה מתמגנטת).
בנירוסטות חשוב שחומר הרתך יהיה זהה לחומר האם.
באיזו אלקטרודה יש להשתמש לריתוך פח קורטן?
פלדת קורטן היא פלדת מזג אויר בקשיות גבוהה ומומלץ להשתמש באלקטרודה Z-3W או חוט ZIKA 81T1-W2C
באיזו אלקטרודה נדרש להשתמש בריתוך פלדה במבנה הסובל ויברציות?
אפשר להשתמש באלקטרודת נירוסטה כמו Z-312 שתיתן למבנה גמישות ועמידות גבוהה בוויברציות.
אפשרות אחרת: אלקטרודת צלולוזה לחדירה עמוקה כמו Z-610 לשורש, ואלקטרודה Z-4 למילוי וכיסוי.
באילו אלקטרודות מומלץ לרתך פלדות הרדוקס? (hardox)
פלדת הרדוקס היא פלדה עמידה בשחיקה ובמזג אויר. יש להשתמש באלקטרודות Z-307 R, חוט מלא ER307 או מוט ריתוך TIG307
איך לרתך צנרת פלדה?
את ריתוך השורש מומלץ לבצע עם אלקטרודת צלולוזה Z-710) E 7010-A1).
אלקטרודה זו גורמת לתכולה גבוה של מימן דיפוזיבי במתכת הרתך, לכן כדאי להמתין כ-24 שעות, לבצע בחינה של התפר לסידוק מימן ואז להמשיך למילוי וכיסוי.
אופציה נוספת, יותר אמינה, היא לרתך תפר שורש עם אלקטרודת דלת מימן (E7016 (Z7 בריתוך טיג TIG70S-6) ER-70S-6) .
מילוי וכיסוי אפשר לבצע באלקטרודה (E7018 (Z2 או Z4.
במקרה ונדרש חוזק גבוה יותר ניתן להשתמש באלקטרודה (E9018-G (ZX70.
יש להשחיז ולהבריש היטב לפני ריתוך השורש ולהבריש בין הזחלים.
באיזה גז מגן יש להשתמש בריתוך MIG?
ריתוך פלדת פחמן – CO2 לחדירה מקסימלית, הוספת הליום גורמת להקטנת חדירה ומראה יותר יפה של התפר; ריתוך אלומיניום – ארגון; ריתוך נירוסטה – ארגון 98% + 2% O2
בריתוך פולס יש להשתמש בארגון.
באיזה גז מגן יש להשתמש בריתוך TIG ?
ריתוך פלדת פחמן – 100% ארגון; אלומיניום – 100% ארגון ; נירוסטה – 98% ארגון ו 2% חמצן או CO2
בריתוך פולס יש להשתמש בארגון 100%.
איזה סוג זרם ולאיזה הדק לחבר את אלקטרודת הריתוך?
יש להשתמש בקוטביות הרשומה על קופסת האלקטרודה (ככלל, אלקטרודות בסיסיות DC+ אלקטרודות רוטיליות DC- ). עבור ריתוכים רגילים של פלדה ונירוסטה – זרם ישר, קוטביות ישרה DC+ – אלקטרודה היא (-).
עבור פחים דקים של פלדה ונירוסטה – זרם ישר, קוטביות הפוכה DC- – אלקטרודה היא (+).
עבור ריתוך אלומיניום – זרם חילופין.
כיצד משפיעים הפרמטרים השונים על הריתוך?
זרם↑ – חדירה↑;
מתח↑ – רוחב↑;
מהירות התקדמות↑ – חדירה↓ רוחב↓ תפיחת ריתוך↓;
בליטת אלקטרודה↑ -חדירה↓;
במשיכה – חדירה↑ בדחיפה – חדירה↓;
קוטר חוט↓ – עובי פח↓;
קוטביות אלקטרודה (-) – חדירה↑ קוטביות אלקטרודה (+) – חדירה↓;
איזה עובי פלטות אפשר לחתוך בפלסמה?
חיתוך פלזמה עדיף על חיתוך להבה עד עובי פלטות של 25מ"מ.
כעקרון עובי הפלטות שאפשר לחתוך תלוי בזרם:
| עובי פלטה | זרם חיתוך |
| מ"מ | [A] |
| <6 | 25A |
| 12 | 50-60A |
| 18-25 | 80A |
טבלה זו מתאימה לפלטות פלדה, נירוסטה ואלומיניום.
הערה: בחירת גז המגן בחיתוך אלומיניום חשובה – חיתוך עם אויר יוצר קצוות מחוספסים מכוסים תחמוצת אלומיניום. שימוש בגזים אחרים, כמו תערובת ארגון+הליום תוביל לתוצאות טובות יותר עם אלומיניום.
בריתוך MMA איזה זרם לפי קוטר האלקטרודה?
כעקרון תחום הזרמים המומלץ הוא:
| זרם ריתוך | קוטר אלקטרודה |
| [A] | מ"מ |
| 70-100A | φ2.5 |
| 110-140A | φ3.2 |
| 170-220A | φ4.0 |
| 230-280A | φ5.0 |
בריתוך MIG חוט מלא איזה זרם לפי עובי פלטה?
זרם ריתוך MIG לפי עובי פלטה
| זרם ריתוך [A] | עובי פלטה מ"מ |
| 39 | 1 |
| 79 | 2 |
| 118 | 3 |
| 157 | 4 |
| 197 | 5 |
| 236 | 6 |
| 276 | 7 |
| 315 | 8 |
| 354 | 9 |
| 394 | 10 |
| 433 | 11 |
| 472 | 12 |
| 512 | 13 |
| 551 | 14 |
| 591 | 15 |
| 630 | 16 |
בריתוך MIG חוט מלא – איזה זרם בכל עובי חוט?
| עובי חוט מ"מ | זרם ריתוך [A] |
| 0.6 | 30-130 |
| 0.8 | 40-145 |
| 1.0 | 50-180 |
| 1.2 | 75-250 |
איזה זרם צריך לאלקטרודות פחם (ארקר)?
| תחומי זרם לאלקטרודות פחם | |
| קוטר אלקטרודת פחם במ"מ | תחום זרם(A) |
| 4 | 150-200 |
| 5 | 200-250 |
| 6 | 300-350 |
| 8 | 400-450 |
| 10 | 500-550 |
| 13 | 800-1000 |
בריתוך מיג באלומיניום הריתוך עצמו והאזור ליד הריתוך מתכסה בשכבה אפורה עד שחורה (smut), מה לעשות כדי ששכבה זו לא תיווצר?
שכבה זו היא אדי אלומיניום ומגנזיום שמתאדים במהלך הריתוך ומתעבים על הריתוך המוגמר ומסביבו. לצמצום התופעה יש:
1). לוודא הגנה טובה של גז המגן – לרתך בדחיפה, זווית ריתוך ניצבת ככל הניתן, מרחק בין הפיה לריתוך לא יותר מ 15 מ"מ.
2). לוודא שגז המגן נקי, חוט הריתוך נקי ומשטחי העובד נקיים.
3). הבעיה חריפה יותר עם חוט 5356 המכיל מגנזיום, לעומת חוט 4043 שאינו מכיל מגנזיום.
סכין נשבר בכף של באגר (כף נעה בוויברציות לנפות אבנים) כיצד לרתך?
על הכף לשלב עמידות בשחיקה ועמידות בהלמות.
יש להניח 3 שכבות לצורך התיקון:
1. לאחר השחזה וניקוי לעשות חימום מוקדם ל 250 מעלות. ולהניח שכבה ראשונית של Z-312 (חיבור טוב לחומר האם ולשכבות הבאות ועמידות בוויברציות). להניח להתקרר לחלוטין.
2. שיכבה שניה מהירה בהשקעת חום מינימלית של Z-151 (לעמידות בהלמים).
3. שיכבה שלישית ואחרונה בהשקעת חום מינימלית של Z-2440 (עמידות גבוהה לשחיקה).
תיקון פחות מומלץ אך אפשרי בשתי שכבות: 1. Z-307 נירוסטה 2. Z-2440
האם צריך ליבש אלקטרודות בתנור? כמה זמן אפשר להשתמש בהן לפני צורך בייבוש נוסף?
אלקטרודות מימן נמוך חייבות להיות יבשות על מנת שיעבדו כראוי.
אלקטרודות באריזת הואקום המקורית אינן דורשות ייבוש.
לאלקטרודות שנשארו בחוץ מעל 9 שעות דרוש ייבוש לפי ההוראות על קופסת האלקטרודה.
אין לבצע מעל 3 מחזורי ייבוש על אותה אלקטרודה, ואין להשתמש באלקטרודות שהציפוי מתחיל להתקלף בעקבות הייבוש.
חשוב לעמוד בזמני הייבוש וטמפרטורות הייבוש לפי ההוראות במדויק.
מה זה ARC FORCE ומתי להשתמש בו?
הרתך שולט באורך קשת הריתוךע"י קרוב והרחקה של קצה האלקטרודה מהעובד.
מתח הקשת יורד ככל שהקשת קצרה יותר. (המתח שולט ברוחב וגובה הריתוך.)
זרם הריתוך משתנה כאשר משתנה המתח. התנהגות הזרם תלויה במכונת הריתוך וקרויה אופיין. (זרם הריתוך שולט בחדירה.)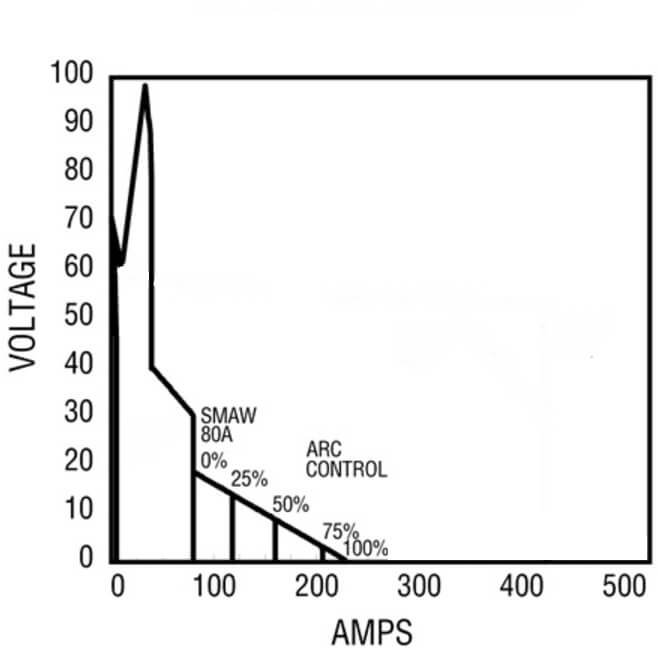
מכונות ריתוך מתקדמות מסוג אינוורטר הן בעלות אופיין CC – זרם קבוע. מכונות אלה עוזרות לייצר ריתוכים אחידים ויפים, עם חדירה קבועה, גם אם יד הרתך אינה יציבה ואורך הקשת משתנה.
ARC FORCE משנה את אופיין CC של הרתכת ומעלה את הזרם במתחים נמוכים (קשת קצרה).
שני יתרונות מרכזיים של ARC FORCE הם:
1. מאפשר לרתך ע"י קיצור הקשת להעלות את הזרם ולהגדיל את החדירה בריתוכי שורש באזורים עם גאומטריה/עוביים בעייתיים.
2. עוזר להימנע מהדבקות האלקטרודה בזמן יצירת הקשת.
יש להימנע בשימוש ב ARC FORCE בעבודה עם פחים דקים – קשת קצרה תעלה את הזרם ועלול להיווצר חור.
בדוגמה שבשרטוט אופיין CC של רתכת אלקטרודה עם זרם קבוע 80 אמפר:
- עבור ARC FORCE 0% יישמר זרם זה לכל אורך קשת
- עבור ARC FORCE 50% באורך קשת נמוך יעלה הזרם עד 150 אמפר (מומלץ למניעת הידבקות האלקטרודה)
- עבור ARC FORCE 100% קשת קצרה מגיעה למעלה מ 200 אמפר (מומלץ לריתוכי שורש)
מה זה HOT START ומתי להשתמש בו?
העלאה זמנית (כחצי שנייה) בזרם הריתוך בזמן תחילת הריתוך, העוזרת ליצירת הקשת במהירות ואמינות ללא הדבקות האלקטרודה או נזק לעובד.
אפשר לרתך אלומיניום לפלדה?
אי אפשר לרתך, אבל ניתן להלחים ביניהם. הלחמה של פלדה לאלומיניום היה תהליך נפוץ בשנות השלושים והארבעים של המאה שעברה. בתור התחלה מלחימים שכבה של לחם כסף לפלדה
(TIG SB56%-15), ואז מרתכים את האלומיניום ללחם הכסף בעזרת Z-ALU 12
האם ניתן לחבר ידית TIG לרתכת MIG ולרתך? מה לגבי חיבור ידית TIG לרתכת אלקטרודה?
אופיין העבודה של רתכת מסוג MIG הוא CV – מתח קבוע.
אופיין העבודה של רתכת מסוג TIG ואלקטרודה הוא CC – זרם קבוע.
האופיין קובע את התנהגות קשת הריתוך, ויהיה קשה מאד להצית ולהחזיק קשת TIG עם רתכת MIG.
לעומת זאת, חיבור ידית TIG לרתכת אלקטרודה אפשרית, כי יש להן אותו אופיין.
מה זה inductance (אינדוקציה) בריתוך MIG ?
בזמן ריתוך MIG ישנה מחזוריות בה: (1)חוט הריתוך נוגע באמבט הריתוך – המתח יורד כמעט לאפס (קצר) (2) הרתכת מגיבה בעליה חזקה ומיידית של הזרם הגורם להתכה של קצה החוט ויצירת קשת אל אמבט הריתוך. אידוקציה קובעת את קצב עלית הזרם לאחר קצר, ובכך גם קובעת את משך הזמן בין קצרים. קשת הריתוך נוצרת בזמן בין הקצרים, והיא המקור לחום הריתוך. אינדוקציה גבוהה מגדילה את משך הזמן בין הקצרים ובכך גם מעלה את זמן קיום הקשת ואת החום של הריתוך, אמבט הריתוך גדל ועובי התפר שנוצר עולה גם הוא. אינדוקציה נמוכה מקצרת את הזמן בין הקצרים מורידה את חום הריתוך ובכך מקטינה את אמבט הריתוך – ונוצר תפר צר יותר. ככלל אינדוקציה גבוהה מתאימה לחלקים עבים, בהם צריך יותר אנרגיה ודרוש תפר רחב יותר. אידוקציה נמוכה מתאימה לריתוך פחים דקים. יותר מידי אינדוקציה תגרום להתזות מרובות ומעט מידי אינדוקציה תגרום לכך שהזרם לא יעלה מהר מספיק והחוט ידחוף את מתכת הבסיס .
האם ניתן לרתך ברזל בניין בריתוך MIG?
ברזל בניין מצולע שאינו רתיך מסוג פלדה פ-400 (S400) לא מומלץ לרתך. (בעל אחוז פחמן עד 0.38% )
ברזל בניין מצולע רתיך מסוג פלדה פ-S400W) 400W) (בעל אחוז פחמן עד 0.24% )
שניהם בעלי חוזק כניעה 400-520 N/mm2
ZIKA71T5 חוט ממולא בסיסי – תכונות מכאניות הטובות ביותר
ZIKA71T1M חוט ממולא רוטילי – קל לעבודה אבל תכונות מכאניות מופחתות
Z-R6 חוט רגיל – ללא שלאקה – הגנה מינימלית.
האם ניתן לרתך "ג'נטים מגנזיום"?
ג'נטים מגנזיום זהו השם המסחרי המקובל לתיאור גלגלי רכב ואופניים חשמליים העשויים בימינו מסגסוגת אלומיניום. (הערה: היסטורית הייתה תקופה בה אכן השתמשו בסגסוגות מגנזיום לשימושים אלה, אך הם לעיתים עלו באש ומשיקולי בטיחות השימוש הופסק).
לתיקון יש להשתמש באלקטרודה Z-ALU 5 או בחוט MIG4043 או במוט TIG4043
איך להקטין התזות בריתוך?
התזות הן תופעה שלילית בריתוך: יותר זמן ניקוי, בזבוז חומר וסכנת כוויה.
אי אפשר לעצור התזות לחלוטין, אבל בהחלט אפשר לצמצם אותן.
סיבות אפשריות להתזות:
- כיוונים לא נכונים של המכונה (אמפר\מהירות חוט גבוהים מדי, מתח נמוך מדי, מרחק גדול מדי של האלקטרודה\חוט מהחומר)
- זווית עבודה חדה מדי – יש לעבוד לא יותר מ 15 מעלות מניצב לחומר.
- פני שטח מלוכלכים – חלודה, שמן, צבע ושאר מזהמים נשרפים ויוצרים התזות בזמן ריתוך. יש לנקות את משטחי העבודה ככל הניתן.
- (מיג) שיטת העברת חומר: קשת קצרה (short arc) ומעבר גלובולרי (globular) יוצרים הרבה התזות. להורדת ההתזה במידה משמעותית יש להגיע להעברה בספריי (spray) להגיע לכך יש להשתמש בגז מגן ארגון.
- (מיג) הזנת חוט לא רצופה – אם יש בעיה במזין וקצב החוט לא אחיד יהיו תנודות בזרם הריתוך ויהיו התזות רבות.
- איכות חומר הרתך – חוטים מלוכלכים או באיכות ירודה עם קוטר, ציפוי וכימיה לא אחידים יעלו את ההתזות.
- גז מגן לא טוב. ככל שאחוז הארגון גבוה יותר, כך הקשת יותר חלקה. CO2 אמנם זול ונותן חדירה טובה, אבל גם יוצר הרבה התזות
מה ההבדל בין חוט מלא S2 לחוט מלא S6?
בחוט S6 ישנו ריכוז סיליקון גבוה שעוזר לעבודה בשטח מעט מלוכלך, ואמבט הריתוך נוזלי יותר ולכן בעל הרטבה טובה.
בחוט S2 ישנו סיליקון נמוך יותר אבל גם נוגדי חמצון אחרים. על החלקים להיות נקיים לקבלת ריתוך טוב. ואמבט הריתוך יותר צמיג שמאפשר עבודה על חלקים עם התאמה פחות טובה, ועבודה במצבים.
מה זה VRD ?
VRD הוא "התקן הורדת מתח".
כאשר מותקן VRD ברתכת הוא מוריד את מתח הריקם המקסימלי, כאשר אין עומס (לא בזמן עבודה), בין ההדקים למתח בטוח – בד"כ בסביבות 12V.
כאשר עומס של מתחת 200 אום התנגדות מופעל על ההדקים (סימן שעבודה רגילה התחילה), מעגל ה-VDR חש בכך, ומפעיל מתח מלא על ההדקים.
כיצד לרתך פליז (BRASS) ?
פליז (BRASS) היא סגסוגת המורכבת מהיסודות נחושת ואבץ. צבעה משתנה מאדום – בריכוזי אבץ נמוכים, ועד לצהוב – בריכוזי אבץ גבוהים. ניתן לרתך פליז באלקטרודה Z-BRONZE או להלחים עם מוטות TIG-BRASS.
באיזה מוט טיג לרתך פלדה כרום-מולי 4130 ?
פלדה כרום-מולי 4130 משלבת ערכים טובים של יכולת ספיגה, חוזק לקריעה ומשקל. לריתוך מומלץ להשתמש במוט TIG80S-D2
איך לרתך אלומיניום במיג?
הערה: לא מומלץ להשתמש במכונת ריתוך מיג רגילה לריתוך פלטות מתחת ל 2 מ"מ. יש להשתמש במכונת מיג מיוחדת עם פולסים או בריתוך טיג AC לעוביים קטנים.
יש להשתמש בגז גיבוי 100% ארגון
יש להשתמש בידית עם מוביל טפלון
לא להדק חזק מידי את הגלגלות במזין על מנת לא למעוך את חוט האלומיניום הרך.
יש לחבר את ידית הריתוך להדק החיובי DCEP
לכוון במכונה מהירות ריתוך גבוהה ולהתקדם במהירות גבוהה לעומת ריתוך פלדה.
מומלץ לרתך בדחיפה – הכוסית מופנה לכיוון ההתקדמות כ 15 מעלות.
החוטים המקובלים ביותר בריתוך אלומיניום הם 4043 או 5356.
5356 – החוט קשיח יותר וקל יותר להזנה, משתמשים בו לריתוך אלומיניום 5052.
4043 – מרטיב טוב יותר ובדרך כלל נוצרת פחות נקבוביות.
יש לנקות היטב את פני השטח:
- ניקוי משמנים על ידי ממיס דגריזר.
- ניקוי התחמוצת מפני השטח במברשת נירוסטה נקיה.
איזה צבע אלקטרודת טונגסטן לבחור לריתוך טיג? איך להשחיז?
הטבלה הבאה נותנת את ההבדל בין האלקטרודות לפי קוד הצבעים:

בחירת האלקטרודה הנכונה לביצוע ריתוך בקשת טונגסטן ( GTAW) מתוך המגוון הקיים, הינה משימה קריטית להצלחת הריתוך. יחד עם זאת, הכנת מחט הטונגסטן על ידי השחזה נכונה הינה חשובה ביותר גם כן.
קווים לתכונות הטונגסטן
בשוק העולמי קיימים שישה סוגי מחטים עיקריים והם: טונגסטן טהור, 2% תוריום, 2% צריום, 1.5% לנטן, זירקוניום וסגסוג משתנה. סוגי ההשחזה של קצה המחט הינם: כדורי, מחודד וקטום. מתכת הטונגסטן הינה יסוד מתכתי שאינו שכיח בטבע ולכן גם מחירו הגבוה והוא בשימוש בייצור אלקטרודות טונגסטן לריתוך GTAW/TIG. ריתוך זה נסמך על תכונותיו של הטונגסטן ובהן קושיות ועמידה בטמפרטורות גבוהות ובכך עמיד בהולכת הזרם בקשת החשמלית שנוצרת בזמן הריתוך. נקודת ההתכה של הטונגסטן הינה 3,410 מעלות צלזיוס והינה המתכת בעלת נקודת ההתכה הגבוהה ביותר מבין המתכות. לאור תכונות אלו, אלקטרודות טונגסטן נחשבות בלתי מתכלות ומשווקות בקטרים ואורכים שונים ובהרכבי מתכת שונים כפי שצוין לעיל. בחירת האלקטרודה המתאימה לריתוך מבוססת סוג מתכת האם שאותה אנו מרתכים, עובי החומר וסוג הזרם בו אנו עובדים – זרם ישר או זרם חילופין (DC/AC). בחירת צורת קצה האלקטרודה מבין שלוש האפשרויות, כדורי, מחודד או קטום גם כן חשובה על מנת לקבל תפר ריתוך איכותי ומניעת זיהומים בריתוך. כל אלקטרודה לריתוך טונגסטן צבועה בצבע על פי מפתח זיהוי על מנת לאפשר זיהוי קל של סוג האלקטרודה.
ירוק, אדום, או כתום?
טונגסטן טהור (צבע ירוק) Pure Tungsten תקן AWS – EWP
אלקטרודה מטונגסטן טהור מכילה 99.50% טונגסטן. אלקטרודות אלו מתכלות במהירות הגבוהה ביותר מבין כלל הסוגים של האלקטרודות ועלותם אף נמוכה יחסית לאלקטרודות מסוגסגות אחרות. אלקטרודות אלו מייצרות קצה כדורי כאשר הינן מתחממות ומאפשרות ריתוך יציב עם גל מאוזן בריתוך בזרם חילופין (AC). טונגסטן טהור מאפשר ריתוך יציב בקשת חשמלית של מתכות כגון אלומיניום ומגנזיום. בריתוך בזרם ישר הקשת החשמלית לא חזקה ובלתי יציבה לעומת המקבילות המסוגסגות. תוריום (צבע אדום) Thoriated תקן AWS – EWTh-2 אלקטרודות מטונגסטן מסוגסג עם תוריום המסווגות בקבוצה זו מכילות טונגסטן בכמות מינימאלית של 97.30% ו-1.7-2.20% תוריום ונקראות 2% תוריום. אלקטרודה זו הינה השכיחה והנפוצה ביותר. רתכים רבים מעדיפים אלקטרודות אלו עקב עמידותן וקלות הריתוך באמצעותן. יסוד התוריום מגביר את פליטת האלקטרונים מהאלקטרודה ומשפר את הצתת הקשת החשמלית ומעבר זרם גבוה במיוחד. עקב המוליכות הטובה של הזרם האלקטרודה רחוקה מנקודת ההתכה ובכך משפר את עמידותה ואורך החיים בזמן הריתוך. בהשוואה לאלקטרודות אחרות, ישנו מעבר נמוך משמעותית של טונגסטן לחומר האם ובכך הפחתה משמעותית של הזיהומים באמבט הריתוך. אלקטרודות אלו שכיחות במיוחד בריתוך בזרם ישר ( DC ) וריתוך בזרם חילופין של פחי אלומיניום דקים במיוחד בעובי של עד 1.5 מ"מ. הריתוך מתבצע באופיין זרם חיובי או שלילי (+ או -), בפלדות פחמן, פלדות אל-חלד, ניקל וטיטניום. במהלך הייצור, התוריום מפוזר בצורה אחידה במתכת ומאפשר שמירה על חדות המחט בזמן הריתוך ובכך לאפשר ריתוך פחים דקים במיוחד – לאחר ההשחזה. יחד עם זאת, ראוי לציין כי מתכת התוריום הינה רדיואקטיבית ולכן יש לנקוט באמצעי הזהירות בעת ההשחזה, שימוש במסכת פנים והקפדה על כיוון ההשחזה על מנת למנוע נזק נשימתי. צריום (צבע כתום) Ceriated תקן AWS – EWCe-2 אלקטרודות טונגסטן המסוגסגות באמצעות צריום מכילות 97.30% טונגסטן ו 1.80-2.20% צריום ונקראות 2% צריום. אלקטרודות אלו מתפקדות במיטבן בריתוך בזרם ישר (DC) ובזרמים נמוכים. האלקטרודה מצטיינת בהצתה קלה של קשת הריתוך בזרם נמוך והינה נפוצה בקרב רתכי צנרת וריתוך פחים דקים ועדינים בזרמים נמוכים. כמו התוריום אלקטרודה זו מתאימם לפלדות פחמן, פלדות אל-חלד, ניקל וטיטניום ולעיתים ניתן לעשות בה שימוש כתחליף לאלקטרודות מסוגסגות בתוריום אשר הינו רדיואקטיבי כפי שנכתב לעיל. שימוש באלקטרודה זו בזרם גבוה אינו רצוי ויפגע בתכונות המתכת ויגרום לתפר ריתוך וקצה אלקטרודה שאינו מתאים לביצוע הריתוך.
זהוב, חום, או אפור?
לנתן (צבע זהב) Lanthanated תקן AWS – EWLa-1.5
אלקטרודות אלו מכילות 80% טונגסטן ו-1.30-1.70% לנטן וידועות כ-1.5% לנטן. הן ניכרות ביכולת הצתה של הקשת החשמלית בצורה קלה במיוחד, יציבות קשה גבוהה והצתה חוזרת של הקשת החשמלית בצורה קלה בדומה לאלקטרודות צריום שהוזכרו קודם לכן. יחד עם זאת, אלקטרודות המסוגסגות בלנטן מתאפיינות גם בהולכת זרם גבוהה כפי שקיים באלקטרודות מסוגסגות תוריום (אדומות). אלקטרודות אלו הינן אידיאליות לשיפור יכולת הריתוך, הן מתאימות לריתוך בזרם חילופין וזרם ישר (קוטביות שלילית) וקצה אלקטרודה מחודד או ריתוך בזרם חילופין עם קצה אלקטרודה בעל מבנה כדורי. אלקטרודות אלו שומרות על קצה אלקטרודה מחודד ולכן מתאימות במיוחד לריתוך פלדות פחמן ופלדות אל-חלד בזרם ישר. בניגוד לאלקטרודות מסוגסגות בתוריום, אלקטרודות אלו מתאימות גם לריתוך בזרם חילופין וכפי שקיים באלקטרודות מסוגסגות בצריום, מאפשרות הצתה קלה במיוחד. בהשוואה לאלקטרודה מטונגסטן טהור, התוספת של 1.5% לנטן מאפשרת ריתוך בזרם גבוה ב-50% יותר עבור אותו הקוטר. זירקוניום (צבע חום)Zirconiated תקן AWS – EWZr-1 אלקטרודות מסוגסגות בזירקוניום מכילות 99.10% טונגסטן ו-0.15-0.40% זירקוניום. אלקטרודות אלו מאפשרות ריתוך בקשת יציבה ביותר וריתוך באמצעותה מונעת זיהומים של טונגסטן באמבט הריתוך עקב התזה נמוכה בעת הריתוך. אלקטרודה זו מתאימה במיוחד לריתוך בזרם חילופין היות והיא שומרת על מבנה כדורי עקבי במהלך ההצתה והריתוך. יכולת מעבר הזרם זהה ואף עולה על אלקטרודות מסוגסגות בתוריום. אלקטרודה זו אינה מומלץ לריתוך בזרם ישר ( DC). סגסוג באמצעות יסודות מתכתיים שונים (צבע אפור) Rare Earth תקן AWS – EWG אלקטרודות המסווגות בקבוצה זו הינן אלקטרודות טונגסטן המסוגסגות ביסודות שונים ותחמוצות שונות של מתכות, אך על היצרן לציין את התוספות ושיעורן במתכת האלקטרודה על גבי האריזה. בהתאם לתוספת שהוכנסה למתכת הטונגסטן ניתן להגיע ליציבות קשת חשמלית בזרם חילופין או זרם ישר וכמו כן ריתוך בזרם גבוה או זרם נמוך.

הכנת מחט הטונגסטן – מחודד, כדורי או קטום?
לאחר שנבחרה האלקטרודה המתאימה לביצוע עבודת הריתוך, הצעד הבא הינו בחירת צורת קצה האלקטרודה מבין האפשרויות הבאות: מבנה מחודד, כדורי או קטום. מבנה כדורי לרוב בשימוש בריתוך באלקטרודה בעלת טונגסטן טהור ( ירוק) ואלקטרודות מסוגסגות בזירקוניום (חום) ומומלץ לרוב בריתוך בזרם חילופין. על מנת להגיע למבנה הכדורי בחר בזרם הריתוך המתאים לקוטר האלקטרודה שנבחרה וצורה כדורית תופיע בקצה האלקטרודה לאחר ההצתה של הקשת החשמלית. קוטר הכדור בקצה האלקטרודה רצוי שיהיה עד 1.5 פעמים מקוטר האלקטרודה אלקטרודה של 1.6 מ"מ צריכה לייצר כדור בקצה בקוטר של כ-2.4 מ"מ מקסימום. כדור גדול בקצה האלקטרודה יפגום ביציבות הקשת החשמלית ואף עלול לטפטף לאמבט הריתוך ולזהם את מתכת האם. קצה אלקטרודה מחודד או קטום בשימוש בריתוך בזרם חילופין וזרם ישר. על מנת להשחיז את קצה הטונגסטן כהלכה יש לעשות שימוש במשחזת ייעודית לאלקטרודות טונגסטן על מנת למנוע זיהום של המתכת ובמידת האפשר אף לעשות שימוש בציפוי יהלום על מנת לעמוד בקושיות מתכת הטונגסטן. במידה והינך עושה שימוש באלקטרודות בעלות תוריום (אדום) אשר הינו חומר רדיואקטיבי, יש לאסוף את האבק ולדאוג לאוורור מתאים באזור ההשחזה ולפעול על פי הוראות הבטיחות של היצרן. יש להשחיז את מחט הטונגסטן בזווית ישרה של 90 מעלות על מנת למנוע רכסים וגבשושיות בטונגסטן שיובילו לחוסר יציבות בקשת הריתוך ואף זיהום במתכת האם. אורך הקצה המושחז לא יעלה על 2.5 פעמים מקוטר האלקטרודה כך ש אלקטרודה בקוטר של 1.6 מ"מ תושחז לעומק של 4 מ"מ לכל היותר. כאשר מרתכים פחים דקים במיוחד עד לעובי של 1.2 מ"מ יש להשחיז את קצה האלקטרודה לצורה מחודדת על מנת לרכז את הקשת החשמלית ולמנוע עיוותים במתכת האם. בריתוך בזרמים גבוהים יש להשחיז את קצה האלקטרודה במבנה קטום ובכך למנוע מעבר של טונגסטן מקצה האלקטרודה לחומר האם בזרם גבוה. על מנת להשיג מבנה קטום יש להשחיז את קצה האלקטרודה לצורה מחודדת כפי שהוסבר לעיל ולאחר מכן להשחיז את הקצה בצורה שטוחה.

האם יש מצבים שעדיף לשנות את קוטביות האלקטרודה מ -DC ל +DC ?
קודם כל יש להשתמש באלקטרודה בהתאם להמלצת יצרן. אלקטרודות עובדות בצורה תקינה בקוטביות שתכננו אליה. במידה והאלקטרודה מתאימה לעבודה בשני המצבים: (DC-) – קוטביות רגילה בה ידית האלקטרודה מחוברת למינוס 70% מהאנרגיה של הקשת החשמלית עוברת לחומר הגלם ו 30% חזרה לאלקטרודה. (DC+) – קוטביות הפוכה בה ידית האלקטרודה מחוברת לפלוס 30% מהאנרגיה של הקשת החשמלית עוברת לחומר הגלם ו 70% חזרה לאלקטרודה. ברוב המקרים חיבור (DC-) עדיף: חדירה עמוקה ותפר צר. אבל יש מקרים בהם עדיף ריתוך (DC+) כדי להקטין את החום שעובר לחומר הגלם (לדוגמא: ריתוך פחים דקים)
לאילו מטרות מיועדת אלקטרודה מסוג Z-11?
זיקה 11 מיועדת לעבודות מסגרות כללית.
היא מתאימה לריתוך מבנים, צינורות, מיכלים וחלקי מכונות.
האלקטרודה מיועדת לריתוך בכל המצבים.